联系我们




目前国内可控气氛热处理越来越普及,普通加热调质网带炉也逐步被可控气氛网带炉所取代,顺应了我国的产业升级与制造业升级换代的趋势。特别是汽车行业,对质量要求越来越高,对成本控制越来越严。可控气氛少无氧化的加热方式可以提高产品质量,降低材料损耗和减少加工余量,从而保证了产品的质量提高,成本降低。
CQI-9作为行业内较早提出的热处理系统评估体系,对可控气氛碳势的管控有具体的规定,在CQI-9 第三版3.7和3.8章节,对碳势控制、监视、记录、校对有明确的要求。首先,气氛发生器(RX炉)、热处理炉内气氛的碳势/露点(CO2)应连续的监视、自动控制,并形成记录,记录的碳势应控制在设定值的±0.05内。其次,还应有碳势/露点(CO2)验证的备用方法,如露点仪、热丝电阻、三气分析仪、薄片定碳、碳棒等。最后,每天通过备用方法验证主炉气氛的碳势,即碳势校对。
由于CQI-9要求每天进行碳势校对。所以,快速、准确、简便的碳势验证方法显得尤为重要,特别是对炉子比较多的厂家。以下是几种碳势校对方法的简要叙述:
露点仪:不能直接测量或计算碳势;
热丝电阻:较定碳片迅速,有最佳的碳势测试范围;
三气分析仪:定碳迅速,气氛类型及设备类型对测试结果有影响;
定碳片:最准的定碳方式,缺点:对定碳操作者有一定要求,且较费时;
碳棒:需成分分析,测量复杂…;
我国的汽车工业当前在飞速的发展,虽然在许多方面取得长足的进展,但热处理与发达国家还是有差距,以渗碳控制为例,目前我国可控气氛处在普及阶段,美国已逐渐普及真空渗碳加气淬。
抽样统计45家汽车行业内保护气氛加热的热处理企业,其中氮甲醇加丙烷渗碳气氛应用最广泛,占比80%(如图1)。

(图1)
碳势的校对普遍采用定碳片的方式(占比%90%),三气分析仪,热丝电阻等方法采用较少(如图2)。
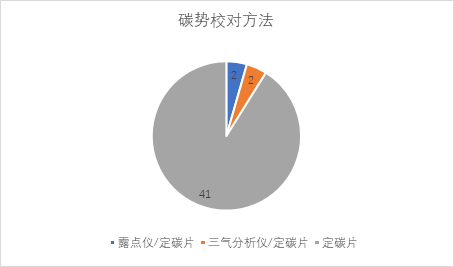
(图2)
碳势校对频次距CQI-9要求的每天一次有较大差距,大部分企业仅做每周一次,少数企业每半年校对一次碳势(如图3)。
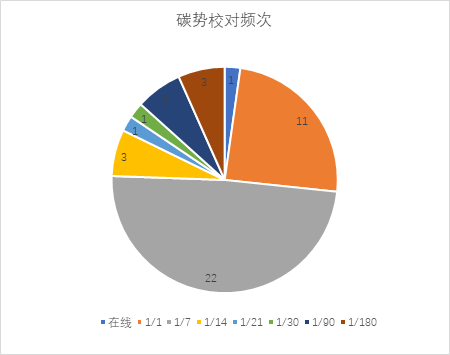
(图3)
碳势控制水平普遍控制不高,在统计的45家内,55%的企业不能满足碳势控制在设定值±0.05范围内如(图4)。

(图4)
从总体情况来看,可控气氛加热中对碳势的管控存在明显不足,与CQI-9要求突出存在的差距在于----碳势校对频次和碳势控制水平。
本文将从碳势控制的原理入手,结合我国热处理设备的实际情况,针对碳势控制精度的影响因素进行分析并对热处理碳势管控手段给出部分解决方案。
对于绝大多数气体渗碳设备,通过插入式氧探头的mv值;给定CO%浓度及温度可计算出所谓“碳势”即,炉内气氛在该温度下对该种材料碳传递的能力。
可控气体渗碳过程中, 发生以下三个主反应:
CH4 →【C】+ 2 H2 (甲烷反应)
2 CO →【C】+ CO2 (边界反应)
CO + H2 →【C】+ H2O (水煤气反应)
通常在我们设计气氛的时候,一般将载气通入后的残余甲烷含量控制的非常微小,使得气氛接近化学平衡并保持稳定,由CO、H2、CO2及H2O所建立的边界反应,水煤气反应平衡来推动渗碳进程:
CO + H2O → CO2 + H2 (连续水煤气反应)
在这种条件下,碳的传递系数可以用水煤气反应或边界反应来表征,从而进一步表征碳势。
根据德国DIN 17022 第三部分,碳的传递系数ac: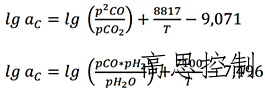
气体分压的单位为Bar ;温度为开氏温度;转换成碳势(CP)的公式为:

根据CO;H2;CO2 ;H2O的氧化还原反应关系,可以将换算成氧的分压来代入方程式:
![]()
(公式1)
这样,我们在预先设计的 “相对稳定的气氛”中,通过实时的温度;氧分压信号及给定CO浓度(预设值),计算及控制炉内气氛碳势。
3.1氧探头使用原理
氧探头,如图5(示意图),是由氧化锆制成的封闭陶瓷管组成,氧化锆有对氧离子渗透的特性,如果在氧化锆管的内外表面形成不同的氧分压,氧化锆将产生一个电势差,可以用毫伏表测出。如果我们想利用氧化锆的这种特性去测量炉内氧分压,我们需要知道氧化锆内管一侧的氧分压。一般的,我们利用空气中相对固定的氧含量(氧分压)来制造氧化锆内侧稳定氧分压。通过空气泵对氧化锆内管打入含氧量20.9%的参比空气,这样被测气氛内部的氧含量和空气中氧含量存在差别而形成电势,通过氧化锆内管的铂金金属电极(内电极)及外耐热钢管(外电极)来持续测量这个电势。即氧化锆输出的mv值。
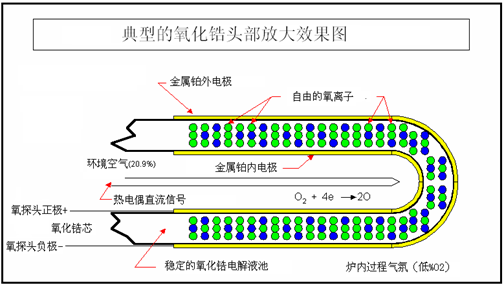
图5
氧探头的信号mv值 (electromotive force电动势EMF)与氧分压的关系,可以用纳斯特方程(Nernst Equation)来表征:
![]()
EMF(mv); T (开氏温度);PO2(Bar) ,将氧分压代入上述公式1,可得:
![]()
(公式2)
其中:EMF为氧探头mv值; T为气氛温度;PCO 为气氛中CO分压(可以用CO%体积分数表征);CP为气氛碳势;
由此可见,碳势计算的影响因素,主要为
氧探头输出状态;
炉温精度;
气氛的稳定性(CO%浓度).
3.2温度
常规可控气氛热处理设备的炉温均匀性可达到±5°以内
930°C强渗,CO%=20.00% ,CP=1.20 炉温相差5°对碳势的影响如图6、7:


图6

图7
可以看到,高温段,±5°的偏差至少可以导致±0.03碳势偏差
±10°的偏差至少可以导致±0.05碳势偏差
860°C ; CO =30.00% ;CP=1.0; 炉温相差5°对碳势的影响如图8,9

图8
图9
可以看到,低温段,±5°的偏差至少可以导致±0.02碳势偏差
±10°的偏差至少可以导致±0.05碳势偏差
由此可以看出,定期对热处理设备进行炉温均匀性测试及热电偶精度测试,是保障碳势控制的基础。
3.2氧探头正确的使用与维护
氧探头无疑是目前碳势控制最有效最经济传感器之一,正确的对氧探头进行选择,保养与维护,可有效的减小碳势失控的几率。
目前市场主要有下列4中类型的氧化锆探头,如图10所示
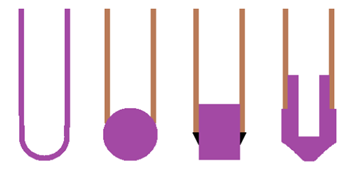
图10
分别为;1,整体氧化锆设计
2,锆球设计
3,氧化锆与陶瓷焊接设计
4,氧化锆头(tip)设计
无论采用,上述何种商业氧探头,确保氧化锆与陶瓷内管有良好的密封都是必要的。正常情况下,一支新氧探头输出mv的误差需保证在±5mv以内。
在典型的渗碳工艺过程中,±5mv的偏差会导致很大的碳势偏差,如图11:
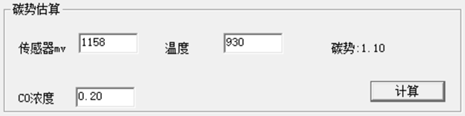
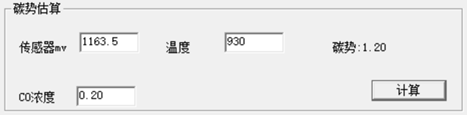
图11
(930°渗碳时,氧探头衰减5mv对碳势的影响为:±0.10CP)
建立对氧探头的出入库记录;日常检点记录;并在适当的时候及时更换氧探头是确保稳定碳势控制的一个有效手段。
3.3载气(保护气氛)
可控气氛热处理炉主要利用载体气建立碳势平衡,并通过富化剂调节碳势,所以,一个稳定可靠的保护气氛是碳势控制的前提。
3.3.1 吸热式气氛
吸热式气氛是最早被使用的可控平衡气氛,它由吸热式气体变成炉在高温催化剂的作用下,将空气与天然气定向裂解,“变成” 裂解气(RX气)如图(12);
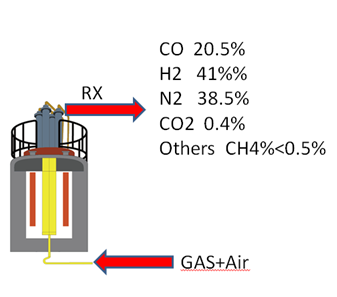
图(12)
裂解气的主要成分为CO;H2;N2及微量CO2,广泛应用于渗碳;调质的载体气和退火工艺的保护气。
其定向裂解方程式为:
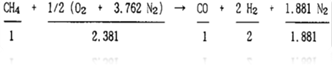
公式(3)
RX气体为可控气氛,成分稳定,特别能提供相对恒定CO%比例,有利于常规的碳势控制。由于定向裂解为吸热反应,所需能量由变成炉提供,裂解气导入热处理炉后不会对炉内温度场控制产生影响。
3.3.2 甲醇裂解气氛
直接向炉内滴入液体甲醇,甲醇裂解后,CO%的浓度,根据温度的不同,约在27%---31.5%之间
CH3OH → CO + 2H2
理论上甲醇完全裂解后会生成33.3% CO+ 66.7% H2;但由于温度越低,甲醇裂解越不充分,实际裂解的组分会因为温度及热处理炉型不同而有所不同。
3.3.3 氮甲醇气氛
所谓氮甲醇气氛,是在炉内直接通入固定比例的氮气与液体甲醇,液体甲醇在高温下裂解,产生甲醇裂解气,以此来模拟吸热式气氛的气体组分。
炉内只通甲醇时气氛的组成为: 33.3% CO+ 66.7% H2,在实际应用时按工艺要求,通过改变N2/CH3OH的比例来调整氮-甲醇气氛的基本组成, 40/60配比为最常用的氮-甲醇气氛。
CH3OH → CO + 2H2
甲醇高温裂解后,体积膨胀系数为:1L/H (液态)约等于1.66M3/H(气态)
最常用的配比:1.1m3的N2 + 1升CH3OH。其气体主要成分组成为:20% CO+ 40% H2+ 40%N2,这也是我们常说的氮气与甲醇 1.1:1的关系。
通过实践证明, 三种气氛碳传递效率是不同的,由于甲醇裂解气CO的浓度较高,所以碳的传递效率较高,渗速较快。但同时,气氛渗碳的过程也变得激进并难以控制。如果将RX气氛碳传递效率设定为1.0那么三种气氛的渗速对比如下:
RX Gas by Natural gas (20% CO, 40% H2) 系数=1.0
Nitrogen – Methanol (20 % CO, 40 % H2) 系数=1.0
RX Gas by Propane (23% CO, 31% H2) 系数=0.9
Pure Methanol (33% CO, 67% H2) 系数=2.7
实际应用中,通过使用三组分气体分析系统,对RX气氛及氮甲醇气氛构成分析如下:
例1,使用RX变成制备保护气体(RX GAS),850°空炉定碳;CP=0.80;
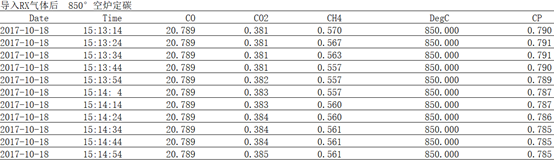
同时测定RX变成炉组分:
上面的数据可以看到
RX气体 导入渗碳炉后,CO成稳定状态;
RX气体CO2含量成稳定状态;
导入RX气体后,渗碳炉CH4含量成较低水平;
该气氛导入热处理后,有利于精确而稳定碳势控制
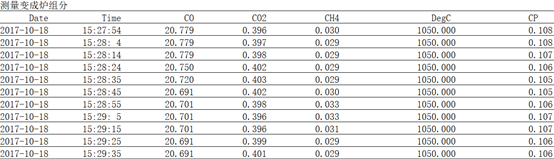
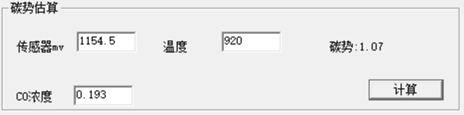
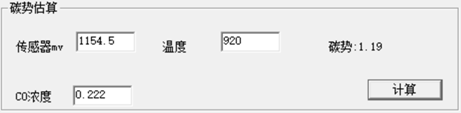
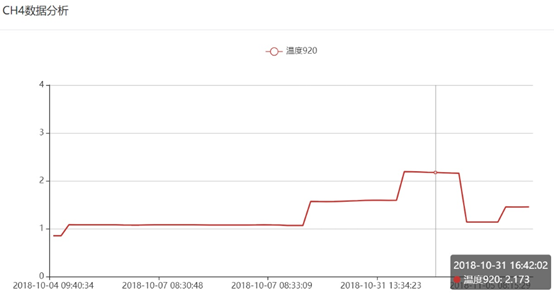
例2,对某氮 甲醇气氛多用炉监控数据 ;920°C /CP=1.1
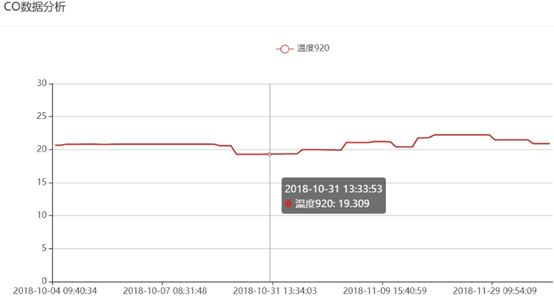

从一个月监控数据看,CO 的变化范围:19.3%---22.2%
引起碳势偏差±0.12CP
CH4 的浓度较RX气氛要大很多:
通过两种气氛的对比,我可以发现,可控气氛RX气体变成炉产生的裂解气要比氮甲醇气氛更稳定,其碳势控制起来,也更容易。
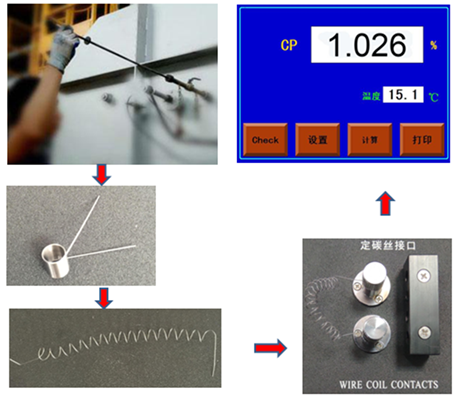
4.1 电阻丝定碳
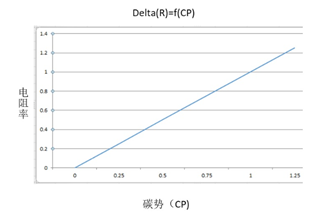
此方法及仪器近年来广泛用于汽车零部件渗碳工艺,其关键部件及核心算法也完全实现了国产化。是一种比较有效的快速定碳手段。其原理为特殊材料制成的电阻丝,经过炉内气氛渗碳后,测量其电阻率进而实现碳势的测量。
其特点为:1,经过渗碳处理后,可直接进行碳势测量,使用方便;
2,在碳势为0.7----1.2直接的工艺国产,测量精度可到达±0.03;
3,在处理定碳丝时,清洗;烘干邓流程对测量结果无影响;对操作者要求低;
4,可与定碳片一同放入炉内,可同时做碳势的对比;
其操作流程如图(13)所示:
4.2 三气体分析法
此方法及仪器近年来广泛用于汽车零部件渗碳工艺,其关键部件及核心算法也完全实现了国产化。是一种比较有效的快速定碳手段。其主要原理为通过实时测量CO%及CO2% 及给定炉内温度计算炉内碳势,同时还可以测量炉内残余CH4以监控气氛质量。

其主要特点为:
2,校准方式简单,且有第三方精度报告; 3,适用的炉型及工艺较多,容易推广; 4,操作流程简单,对实际操作者要求低; 5,无耗材,使用与维护成本低; |
五,结论
针对汽车行业对可控气氛碳势的管控要求,关注影响碳势的关键因素,选用正确的选用碳势校对的方法,增加气氛监控及控制手段,可有效的提高热处理企业对碳势管控的水平。
参考文献:1,《热处理工艺与原理》—侯旭明
2,《长安福特CQI-9培训资料》——张少勇



